CAPTO 1
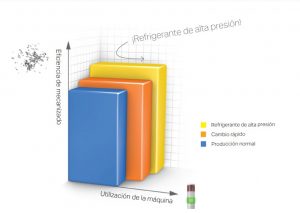
Usar el cambio rápido en máquinas de torno CNC reduce el tiempo invertido en mediciones, reglajes y cambios de herramienta, lo que aumenta la producción del mecanizado. Además, el refrigerante interior ayuda a maximizar la productividad. Para optimizar al completo la eficiencia del corte de metal, debe darse la misma importancia a la selección de la herramienta que a la de la máquina.
Los centros de torneado proporcionan cambios de herramienta acelerados pero su utilización suele ser inferior a la de los centros de mecanizado debido al tiempo de cambio y reglaje de las herramientas. Los portaherramientas de cambio rápido garantizan que la luz verde de la máquina está iluminada durante más tiempo. Las opciones de la máquina como el reglaje del husillo secundario, el eje Y o la semitorreta permiten aplicar posiciones de herramienta adicionales a cada posición de la torreta. Esto aumenta el número de posiciones de la herramienta para herramientas gemelas y reduce los cambios de herramienta.
CAPTO 2

Ventajas clave
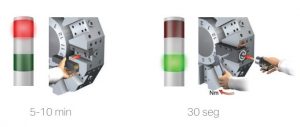
Como elección más eficiente que los mangos de herramienta y las unidades motorizadas convencionales con pinzas, usar el cambio rápido puede ayudar a ganar hasta 10 minutos en el cambio de herramienta.
Utilice el cambio rápido para reducir su tiempo de cambio de lote. Vea cómo afecta a cada tipo de operación.
CAPTO 3
- Torneado exterior
- El cambio rápido ahorra entre 5 y 10 minutos aprox.
- El tiempo aumenta al utilizar mangos de herramienta con refrigerante de alta presión.
- Torneado interior
- El cambio rápido ahorra entre 5 y 10 minutos aprox.
- Las barras de mandrinar requieren más tiempo que los mangos de herramienta debido a los ajustes de la altura central y la configuración del refrigerante interior
- Portaherramientas motorizados
- El cambio rápido ahorra entre 5 y 20 minutos aprox.
- Los portaherramientas motorizados estándar suelen ser herramientas tipo pinza ER o en eje
- Las pinzas ER presentan un diámetro de herramienta limitado que solo permite ranurar (diámetro máximo de 25 con ER40).
- Esto puede resultar en una baja productividad a menos que sean necesarias dos unidades motorizadas independientes, lo que incrementa el tiempo de reglaje e inversión.
Síguenos en Facebook, Instagram y LinkedIn para conocer más información de la industria metalmecánica y nuestra participación y aporte como empresa. También puedes encontrar información de valor en nuestra sección de noticias.
