El taladrado es un proceso de remoción de viruta, que permite obtener un agujero cilíndrico de diferentes longitudes y diámetros, por medio del movimiento rotativo de una barra fina de acero o tungsteno conocida como broca. Esta tiene un afilado especial y unos surcos helicoidales que permite el corte y desaloje de las virutas dentro del agujero.

Se conoce como taladrado profundo cuando la longitud del agujero es más de 10 veces el diámetro del mismo. Es un proceso exigente donde se deben controlar de forma precisa todas las variables del proceso: presión del refrigerante, calidad de la sujeción, excentricidad de la herramienta, parámetros de corte y programación.
Comúnmente, el taladrado profundo es un proceso costoso y lento, que se realiza en máquinas convencionales, generalmente con brocas de acero rápido a bajas RPM y bajos avances, con múltiples retracciones o picoteos para extraer la viruta del interior del orifico.
Los avances tecnológicos han desarrollado nuevas herramientas que han convertido el taladrado profundo en proceso de fabricación altamente eficiente utilizado en diferentes industrias de corte de metal, como la industria de moldes y matrices, automotriz, aeroespacial y médica.

Sandvik Coromant cuenta con la Corodrill 861, que ofrece alta estabilidad y velocidad para perforados de hasta 30 veces el diámetro. La brocas 861 permite perforar agujeros desde 3mm a 20mm de diámetro con longitudes entre 12 y 30 veces. Requieren refrigeración interna de por lo menos 25 bares y ofrecen tolerancias de agujero H8.
Permite trabajar en diferentes materiales: inoxidable, acero al carbono y fundición. Cuenta con un diseño especial en la geometría de desahogo ACM (del inglés Advanced Chip Management) garantiza un desahogo lo suficientemente espacioso a lo largo de la herramienta y facilita la creación de virutas pequeñas y manejables.
Para la aplicación de la broca 861 se recomienda realizar las siguientes verificaciones de montaje y máquina:
- Centro de mecanizado CNC con refrigeración interior mínimo 20 bares.
- Recorrido en Z de la máquina, debe ser por lo menos 2 veces longitud de perforado.
- Conos de sujeción hidráulica para la broca.
- Refrigerante sintético al 5-8 %.
- Sujeción de la pieza.
- Tipo de material.
La estrategia de perforada profunda cuenta con 4 pasos principales para realizar un proceso seguro.

- Perforado broca guía:
Perforado con broca guía de 1.5 veces el diámetro.
- Posicionamiento broca larga:
La broca 861 debe ingresar en el agujero piloto a 500 RPM – 300 mm/min de avance. Refrigeración apagada.
- Perforado broca larga:
Se realiza la operación de perforado de forma continua sin retracciones a las RPM y avances indicados para cada material. Refrigeración encendida.
- Extracción broca larga:
Se retira la broca 861 del agujero perforado a 500 RPM – 300 mm/min de avance. Refrigeración apagada.
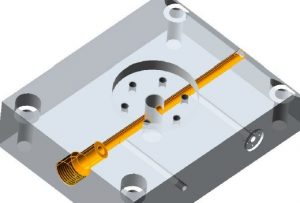
Caso de aplicación
Perforado canal de refrigeración en molde de inyección. Se debe realizar perforación de 8mm de diámetros por 240mm de longitud en una placa de acero MIRRAX ESR 250HB en centro de mecanizado 5 ejes.
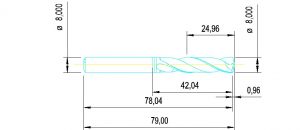
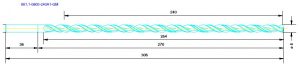
Selección de herramientas para realizar la perforación:
BROCA GUIA 861.1-0800-024A1-GP GC34
BROCA LARGA 861.1-0800-240A1-GM GC34
Aplicación de herramientas con los siguientes parámetros:
- Perforado 20mm broca Guía; RPM 2390; re Vf: 360mm/min.
Tiempo: 3,3 seg
- Ingreso 19.8mm Broca Larga; RPM 200; Vf: 200mm/min. Sin refrigerante.
Tiempo: 6.0 seg
- Perforado hasta 21mm Broca Larga; RPM 2000; Vf: 400mm/min. Sin refrigerante.
Tiempo: 0,4 seg
- Encender refrigerante – continuar perforando 239mm; RPM 2000; Vf: 400mm/min
Tiempo: 33, 0 seg
- Salida perforación – 1mm antes; Reducir Vc:50%, Fn:75%; RPM 1000; Vf:50mm/min
Tiempo: 2.4 seg
- Retracción broca larga: RPM 200; Vf: 200mm/min. SIN REFRIGERANTE
Tiempo: 72 seg
La perforación de 240mm de longitud se realiza en un tiempo total de ciclo de 117.0 segundos. Se realizan 12 peroraciones en total sin presentar un desgaste significativo de la herramienta.


Síguenos en Facebook, Instagram y LinkedIn para conocer más información de la industria metalmecánica y nuestra participación y aporte como empresa. También puedes encontrar información de valor en nuestra sección de noticias.
