Los procesos de distorsión en la soldadura se generan precisamente por la intensidad de calor generado por la fuente de energía y por la naturaleza del procesos.
El calor aplicado en la zona de soldadura, genera esfuerzos heterogéneos debido a los procesos de expansión y contracción que ocurren durante la actividad de unión o de recargue, incluso de corte. Estos esfuerzos ocurren tanto en la zona de soldadura como en la zona aledaña a esta, teniendo diferentes direcciones y magnitudes.
Algunos tipos de distorsión, son la distorsión por contracción, la deformación angular, la distorsión rotacional y distorsión de pandeo. Todas estas tiene características muy similares, se diferencian en el cambio de geometría, en el tipo de junta en la cual se presenta la distorsión, en el tipo de “amarres” que tenga los elementos a ser soldados; los cuales pueden ser por disposición de trabajo (fijos) o removibles.
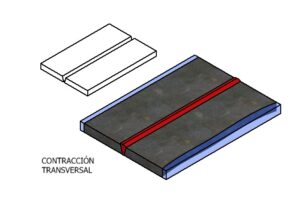
Distorsión por contracción.
Se puede decir que técnicamente en cualquier tipo de junta soldada, se presentara distorsión por contracción, pero esta se hace más evidente en juntas de platinas a tope. Esta ocurre en el momento de perdida de calor pos-soldadura y la distorsión se genera tanto en dirección longitudinal (paralela a la línea de soldadura) y distorsión transversal (perpendicular a la línea de soldadura).
La distorsión por contracción o la acción de la distorsión por contracción, se da en una mayor proporción en el elemento soldado, que en la junta de soldadura. Además, la distorsión transversal normalmente es más alta que la distorsión longitudinal.
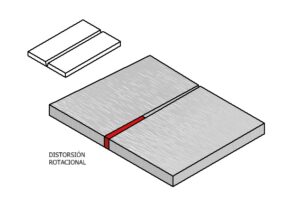
Distorsión Rotacional
La distorsión rotacional normalmente se da en junta a tope, debido a la falta de regularidad térmica a lo largo de la junta. Se puede dar por el uso de corrientes inadecuadas con respecto al material base, por lo general con corrientes bajas y velocidades de avance bajas. También puede ocurrir en materiales con alta conducción térmica, como por ejemplo el aluminio.
Se evidencia por el cierre de la junta al paso del calor, la parte por la cual aún no ha pasado el charco de soldadura tiene a cerrarse, suponiendo que se dejó distancia entre los dos elementos a ser unidos.
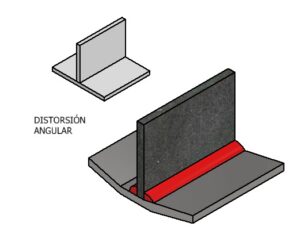
Distorsión o deformación angular.
La distorsión angular también se presenta por la entrada de calor heterogénea que se da en los procesos de soldadura. Se da en la concentración de calor en un punto, lo que hace que se vuelva más plástico y se genera una mayor distorsión, produciendo que la parte que baja en temperatura traté de girar sobre la zona de soldadura.
Se da tanto en juntas a tope como en juntas a filete. Se presenta con mayor medida en láminas de espesores grandes y en especial en las que no se realiza ningún tipo de bisel.
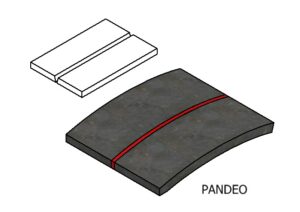
Distorsión de pandeo.
Normalmente ocurre en láminas de espesores delgados, y se da por la pérdida de estabilidad geométrica de los componentes durante el proceso de soldadura. Cabe aclarar que un mismo componente se puede y se dan diferentes tipos de distorsión.
Continuaremos hablando de los fenómenos mecánicos que ocurren en los procesos de soldadura, profundizando en sus naturaleza, los mecanismos que hacen posibles estos procesos y como disminuir su efecto en las actividades de soldadura.
Síguenos en Facebook, Instagram y LinkedIn para conocer más información de la industria metalmecánica y nuestra participación y aporte como empresa. También puedes encontrar información de valor en nuestra sección de noticias.
