Para poder hacer un calculo correcto y prolongar la vida útil del inserto debemos tener en cuenta algunos datos y fórmulas que permitirán realizar un mecanizado de rosca eficiente y de buena calidad.
- PENETRACION:
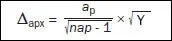
La penetración puede calcularse según la fórmula:
Δap = penetración radial, profundidad de corte por pasada
X = pasada real (en una serie de 1 hasta nap)
ap = profundidad total de rosca + creces
nap = número de pasadas
Y = 1.ª pasada = 0.3
2.ª pasada = 1
3.ª y posteriores = x-1
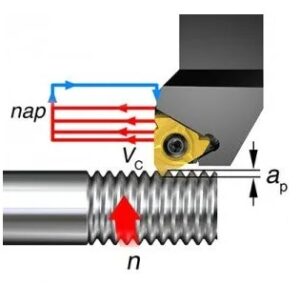
- AVANCE DE PENETRACION
Si se divide la profundidad de corte completa de la rosca en cortes más pequeños, no se sobrecarga el sensible radio de punta de la plaquita.
| Símbolo |
Designación/definición |
Métrico |
imperial |
| ap |
Penetración, profundidad de corte total |
mm |
pulgada |
| n |
Velocidad del husillo |
rpm |
rpm |
| Vc |
Velocidad de corte |
m/min |
|
| nap |
Número de pasadas |
|
|
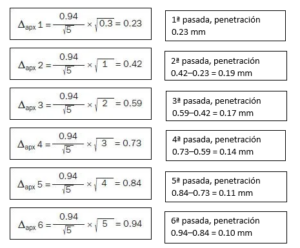
FORMULA PARA CALCULAR LAS PASADAS
Ejemplo: al emplear 0.23–0.10 mm como profundidad de corte por pasada (penetración radial), la profundidad de corte completa (ap) y la profundidad del perfil de la rosca (0.94 mm), se tornea en una rosca métrica de paso de 1.5 mm en 6 pasadas (nap).
Síguenos en Facebook, Instagram y LinkedIn para conocer más información de la industria metalmecánica y nuestra participación y aporte como empresa. También puedes encontrar información de valor en nuestra sección de noticias.
