
Introducción
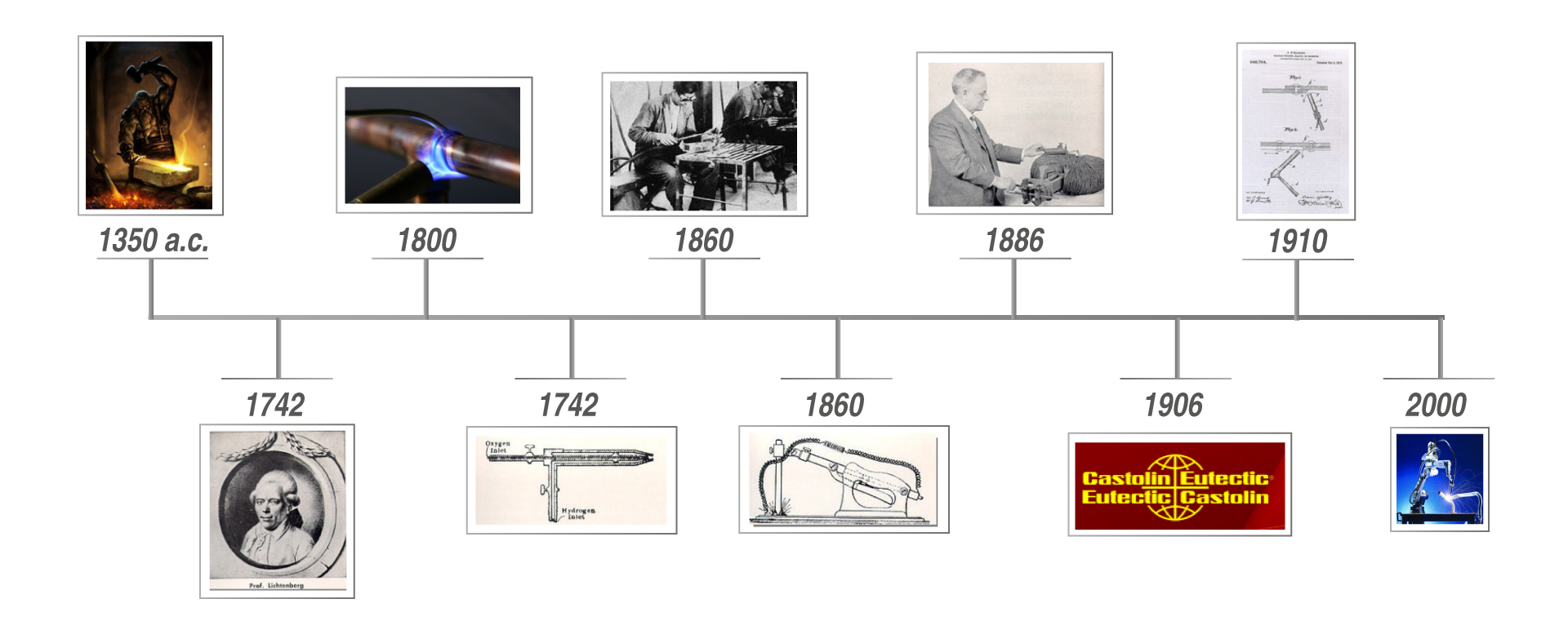
Historia del proceso de soldadura
Proceso de soldadura
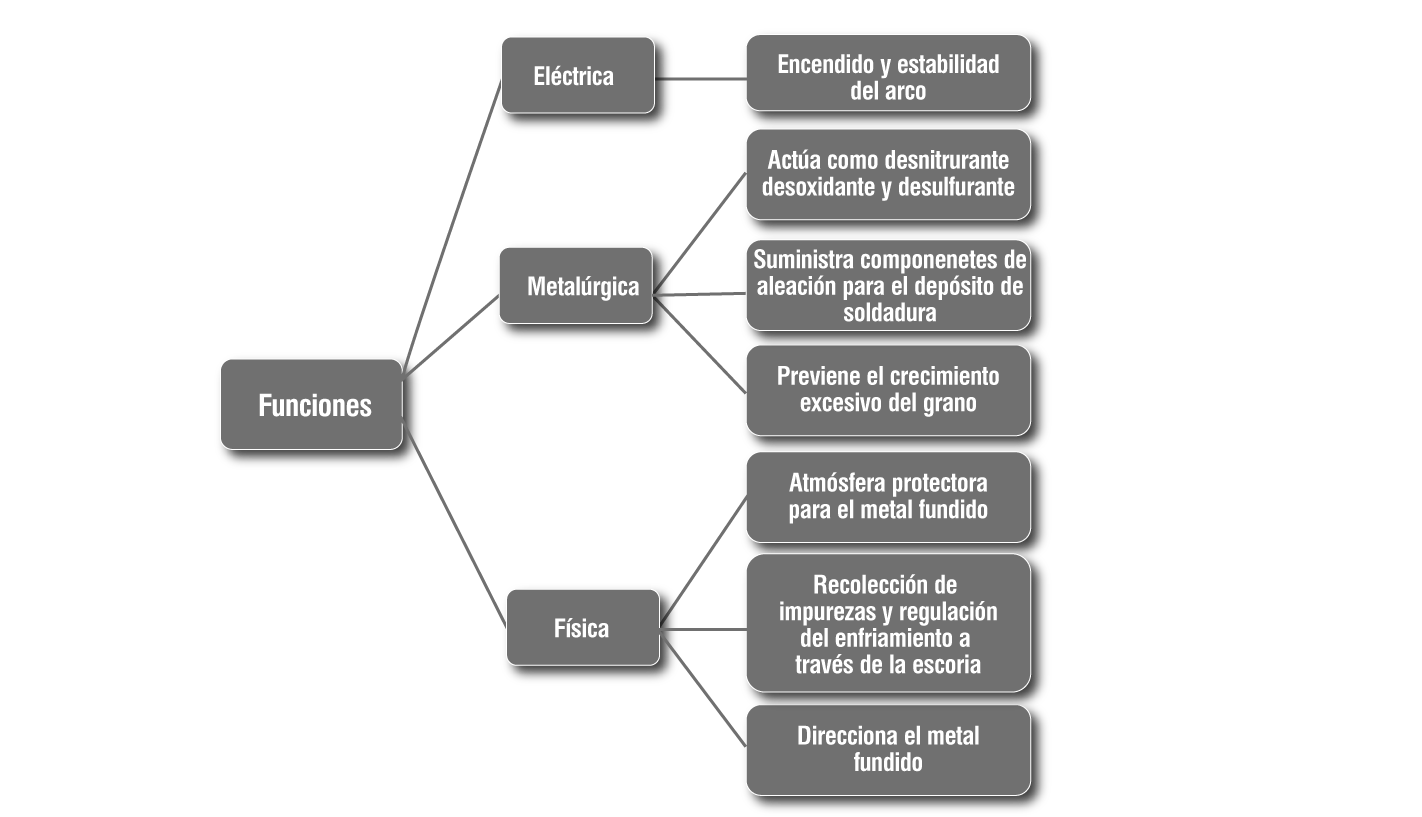
Conjunto de elementos operacionales básicos usados para hacer la unión soldada. Debe:
- Suministrar la energía necesaria.
- Evitar la contaminación atmosférica.
- Suministrar el material de aporte.
- Controlar la metalurgia de los metales involucrados.
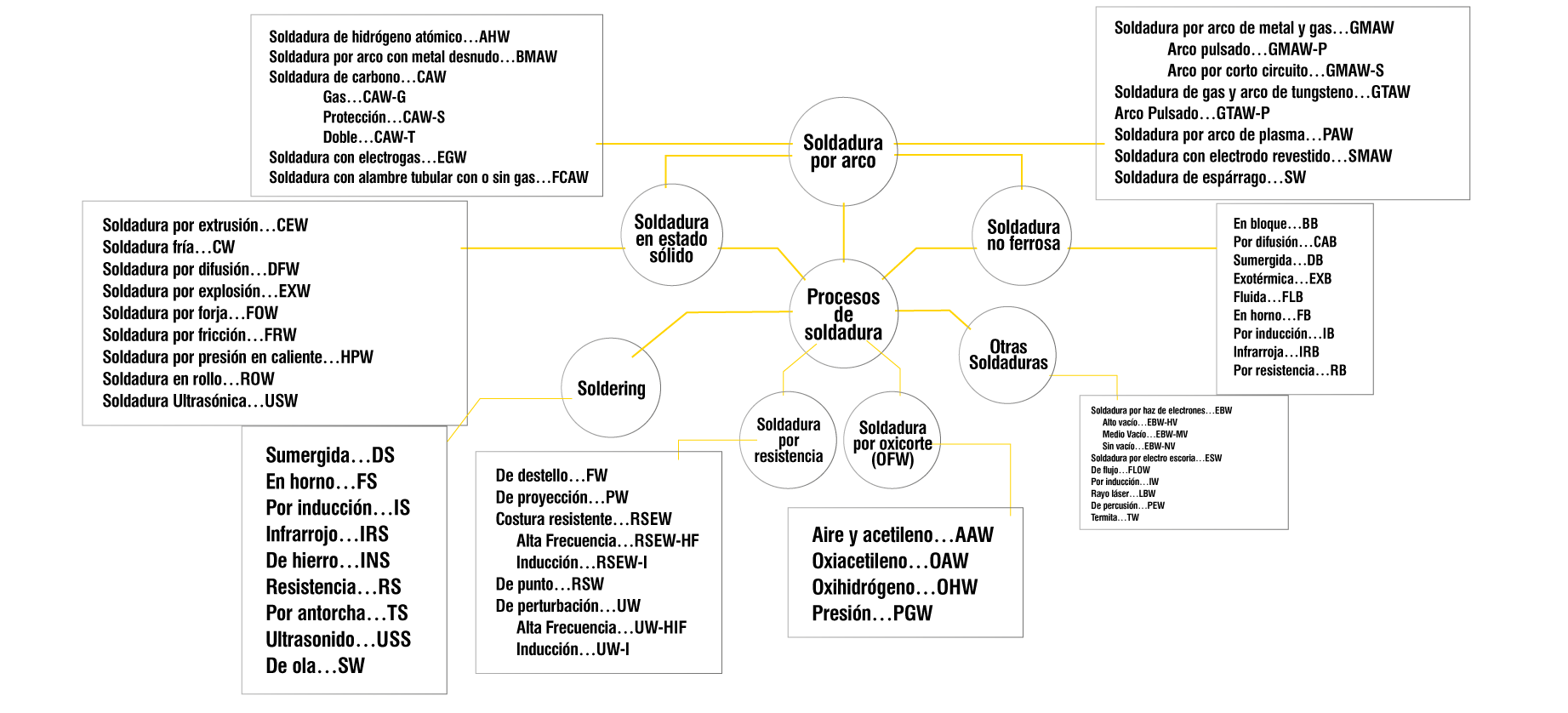
Mapa de procesos
Soldadura por arco con electrodo revestido (SMAW)
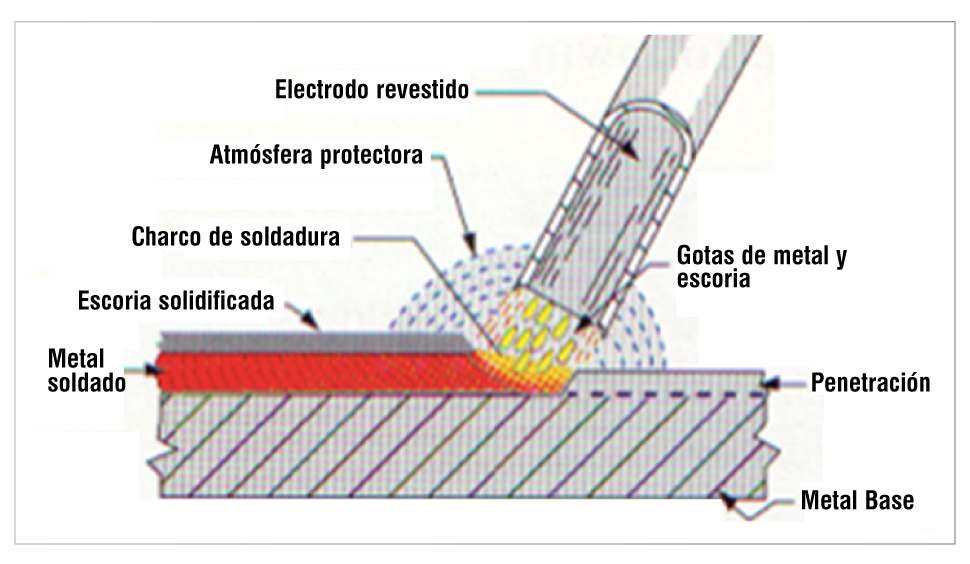
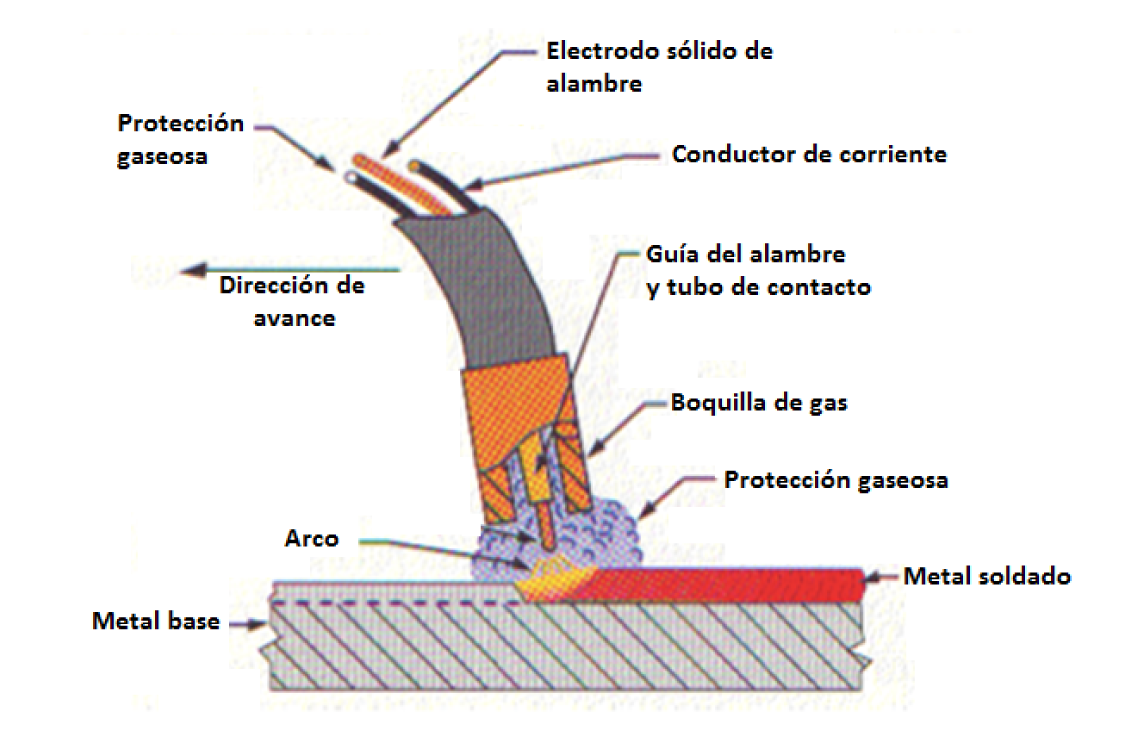
Esquema del proceso (SMAW)
Este proceso opera mediante el calentamiento del metal con un arco eléctrico que se forma entre una varilla de metal recubierta con un fundente (electrodo) y los metales que se quieren soldar.
Principio de operación (SMAW)
Se produce calor a través de la electricidad. Se funde el material base, el electrodo y el fundente.
El elemento primario es el electrodo. El núcleo es acero de bajo contenido de carbono y los aleantes se encuentran en el fundente (revestimiento).
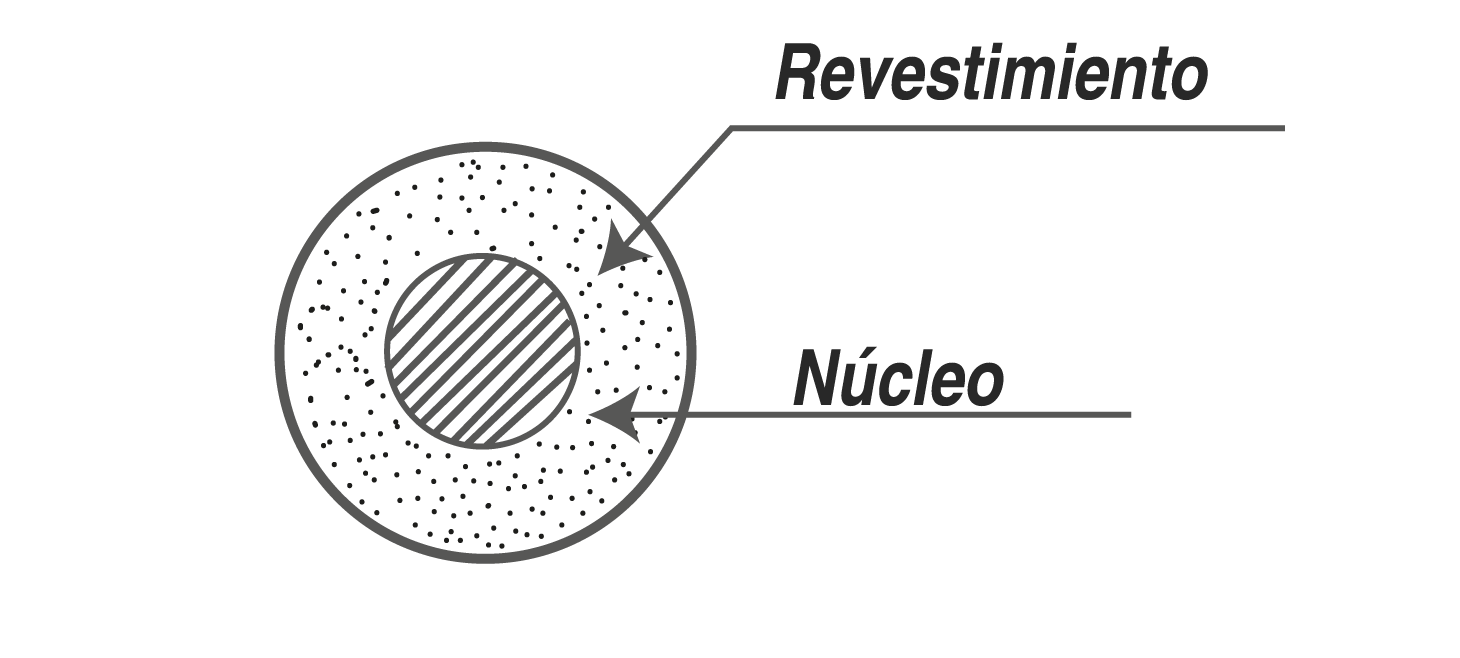
Principio de operación (SMAW)
Sistema AWS de designación del electrodo (SMAW)
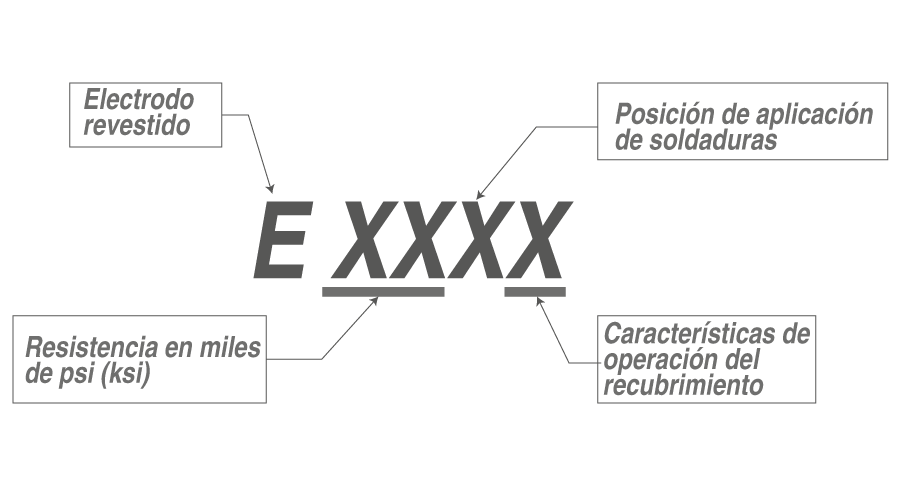
Posición de aplicación de soldaduras
- Todas las posiciones excepto vertical descendente para electrodos de bajo hidrógeno.
- Plana y horizontal.
- Sólo posición plana.
- Todas las posiciones, especialmente vertical descendente.
Sistema de identificación del electrodo (SMAW)
| Clasificación | Corriente | Penetración | Recubrimiento | Polvo de hierro3 |
|---|---|---|---|---|
| EXX10 | CDEP | Alta | Celulósico - sódico | 0 -10% |
| EXXX1 | CA & CDEP | Alta | Celulósico - potásico | 0% |
| EXXX2 | CA & CDEN | Media | Rutílico - sódico | 0 - 10% |
| EXXX3 | CA & CD | Baja | Rutílico - potásico | 0 - 10% |
| EXXX4 | CA & CD | Baja | Rutílico - polvo de hierro | 25 - 40% |
| EXXX5 | CDEP | Media | Bajo hidrógeno - sódico | 0% |
| EXXX6 | CA ó CDEP | Media | Bajo hidrógeno - potásico | 0% |
| EXXX8 | CA ó CDEP | Media | Bajo hidrógeno - polvo de hierro | 25 - 45% |
| EXXX20 | CA ó CD | Media | Óxido de hierro - sódico | 0% |
| EXXX24 | CA ó CD | Baja | Rutílico - polvo de hierro | 50% |
| EXXX27 | CA ó CD | Media | Óxido de hierro - polvo de hierro | 50% |
| EXXX28 | CA ó CDEP | Media | Bajo hidrógeno - polvo de hierro | 50% |
| Electrodo | Composición química aproximada (promedio) |
|---|---|
| EXXXX - A1 | 0.5% Mo |
| EXXXX - B1 | 0.5% Cr; 0.5% Mo |
| EXXXX - B2 | 1.25% Cr; 0.50% Mo |
| EXXXX - B2L | 1.25% Cr; 0.50% Mo (Bajo en carbono) |
| EXXXX - B3 | 2.25% Cr; 1.05% Mo |
| EXXXX - B3L | 2.25% Cr; 1.05% Mo (Bajo en carbono) |
| EXXXX - B4L | 2% Cr; 0.5% Mo (Bajo en carbono) |
| EXXXX - B5 | 0.5% Cr; 1.1% Mo; 0.05% V |
| EXXXX - C1 | 2.5% Ni |
| EXXXX - C2 | 3.5% Ni |
| EXXXX - C3 | 0.15% Cr; 0.35% Mo; 1% Ni; 0.05% V |
| EXXXX - D1 | 1.5% Mn; 0.3% Mo |
| EXXXX - D2 | 1.8% Mn; 0.3% Mo |
| EXXXX - D3 | 1.4% Mn; 0.5% Mo |
| EXXXX - G | Aceros de alta resistencia con 5 composiciones diferentes. |
Clasificación de los electrodos (SMAW)
| Celulósicos | Rutílicos | Bajo hidrógeno | Ácidos | Polvo de hierro |
|---|---|---|---|---|
| Alta penetración | Óxido de titanio | Evitan fisuras bajo el cordón | Alta calidad y velocidad de aplicación | Aumenta rendimiento |
| Escoria delgada y de fácil remoción | Media penetración | Soldadura de aceros con alto S. | Escoria gruesa | Mayor velocidad de fusión |
| Cordones de raíz | Escoria abundante | Bajos contenidos de impuerzas | Depósito de buen acabado | Cordones con buen aspecto |
| Avances rápidos y cordones delgados | Penetración mediana |
Almacenamiento de los electrodos (SMAW)
¡Importante!
El último número es 5, 6 u 8 se consideran electrodos de bajo contenido de hidrógeno, por lo cual requieren de hornos de almacenamiento.
T° aprox: 120°C Tip. Cápsula para guardar los electrodos de soldadura.
Equipo de soldadura (SMAW)
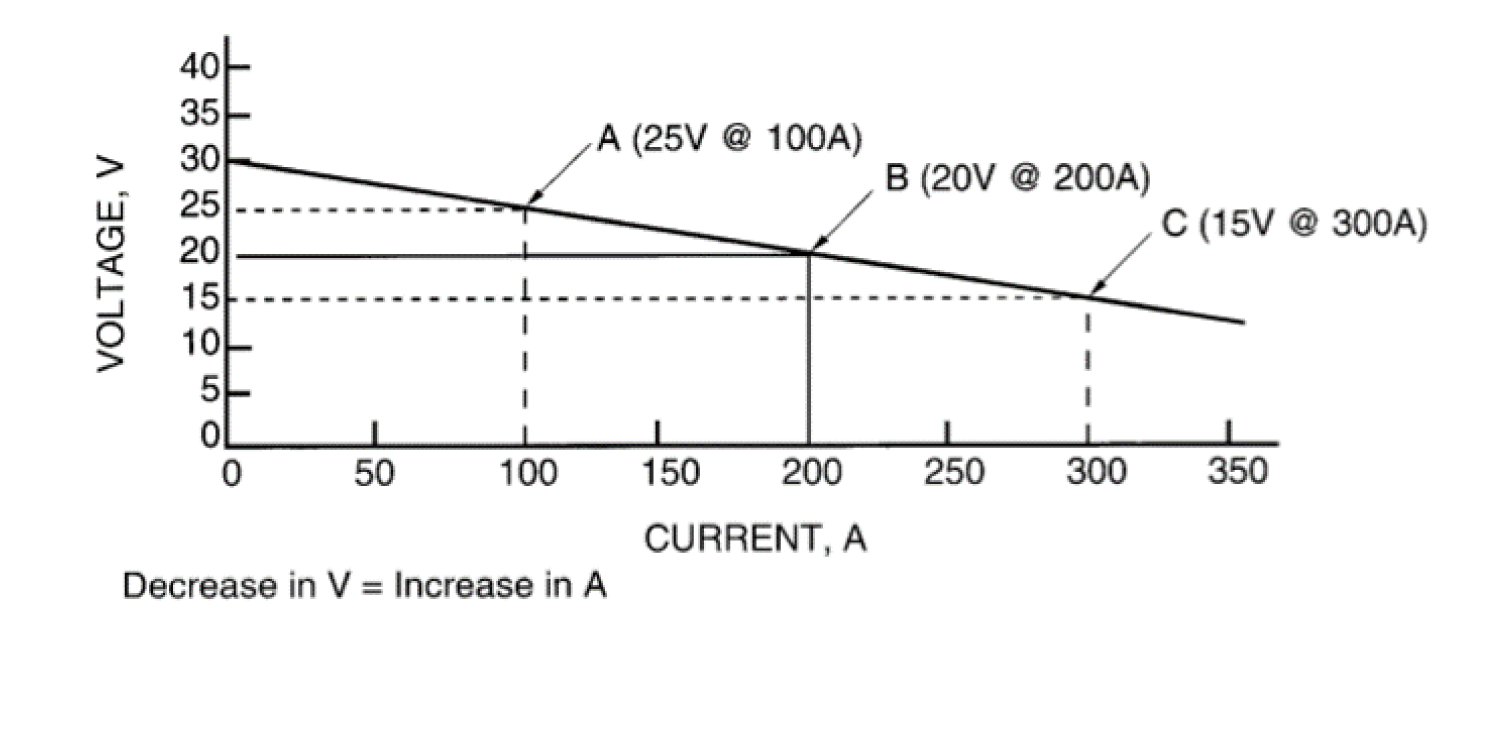
Es una fuente de potencia de corriente constante con dos cables, uno unido a la pieza de trabajo y un portaelectrodo.
El voltaje del arco es inversamente proporcional a la corriente del arco. El voltaje es directamente proporcional a la longitud del arco.

Proceso de soldadura (SMAW)
Ventajas del proceso
- El equipo es relativamente económico en precio.
- El proceso es versátil debido a la disponibilidad y variedad de electrodos y permite soldar un amplia cantidad de materiales.
Desventajas del proceso
- Bajos niveles de productividad.
- Requiere almacenamiento de los electrodos.
- Para altos voltajes, se da porosidad.
Soldadura por arco con electrodo continuo y protección gaseosa (GMAW)
Soldadura por arco con electrodo continuo y protección gaseosa
El GMAW es un proceso de soldadura que utiliza un arco eléctrico entre un electrodo continuo de metal de aporte y el charco de soldadura, con la protección de un gas que se suministra externamente y sin la aplicación de presión.
El gas puede ser inerte, reactivo o combinación de ellos.
Sistema AWS de identificación del electrodo (GMAW)
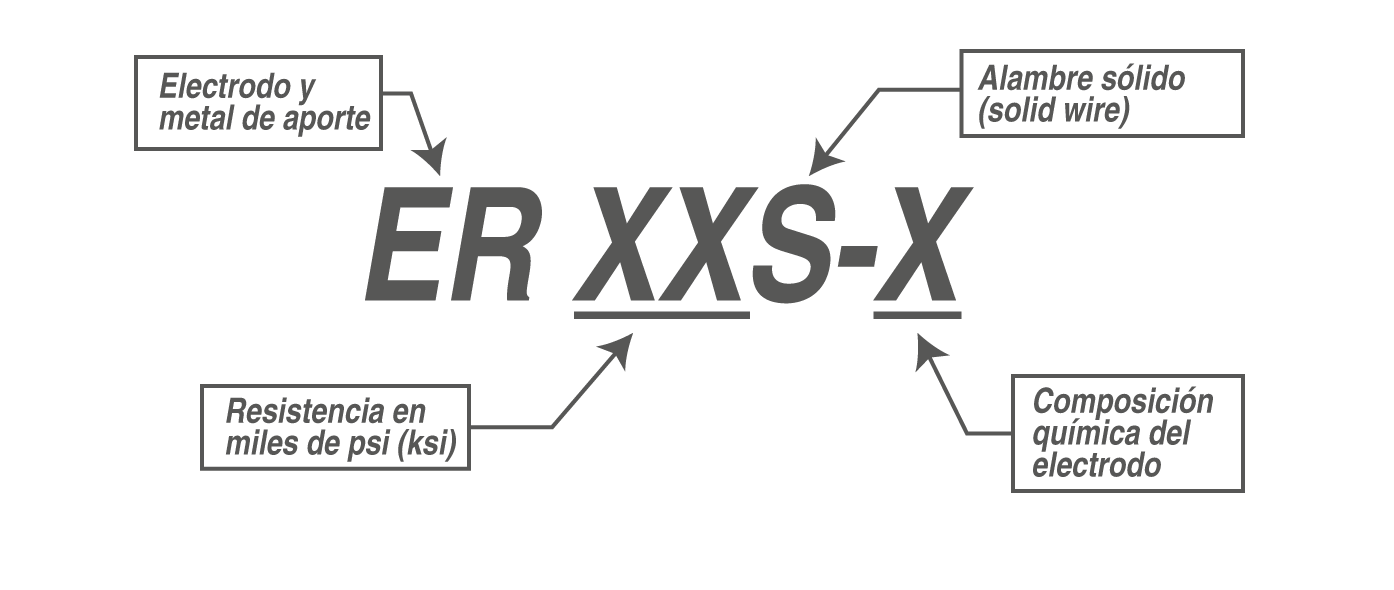
Sistema AWS de identificación del electrodo (GMAW)
Aceros al carbono
| Clasificación AWS | C | Mn | Si | P | S | Cu |
|---|---|---|---|---|---|---|
| ER 70S - 2 | 0.07 | 0.90 a 1.40 | 0.40 a 0.70 | 0.025 | 0.035 | 0.50 |
| ER 70S - 3 | 0.06 a 0.15 | 0.90 a 1.40 | 0.45 a 0.70 | " | " | " |
| ER 70S - 4 | 0.07 a 0.15 | 1.00 a 1.50 | 0.65 a 0.85 | " | " | " |
| ER 70S - 5 | 0.07 a 0.19 | 0.90 a 1.40 | 0.30 a 0.60 | " | " | " |
| ER 70S - 6 | 0.07 a 0.15 | 1.40 a 1.85 | 0.80 a 1.15 | " | " | " |
| ER 70S - 7 | 0.07 a 0.15 | 1.50 a 2.00 | 0.50 a 0.80 | " | " | " |
| ER 70S - G | NE | NE | NE | NE | NE | NE |
Generalidades (GMAW)
Utiliza una fuente de potencia con voltaje constante en la cual la soldadura es realizada usando un valor preseleccionado de voltaje sobre un rango de corrientes de soldadura.
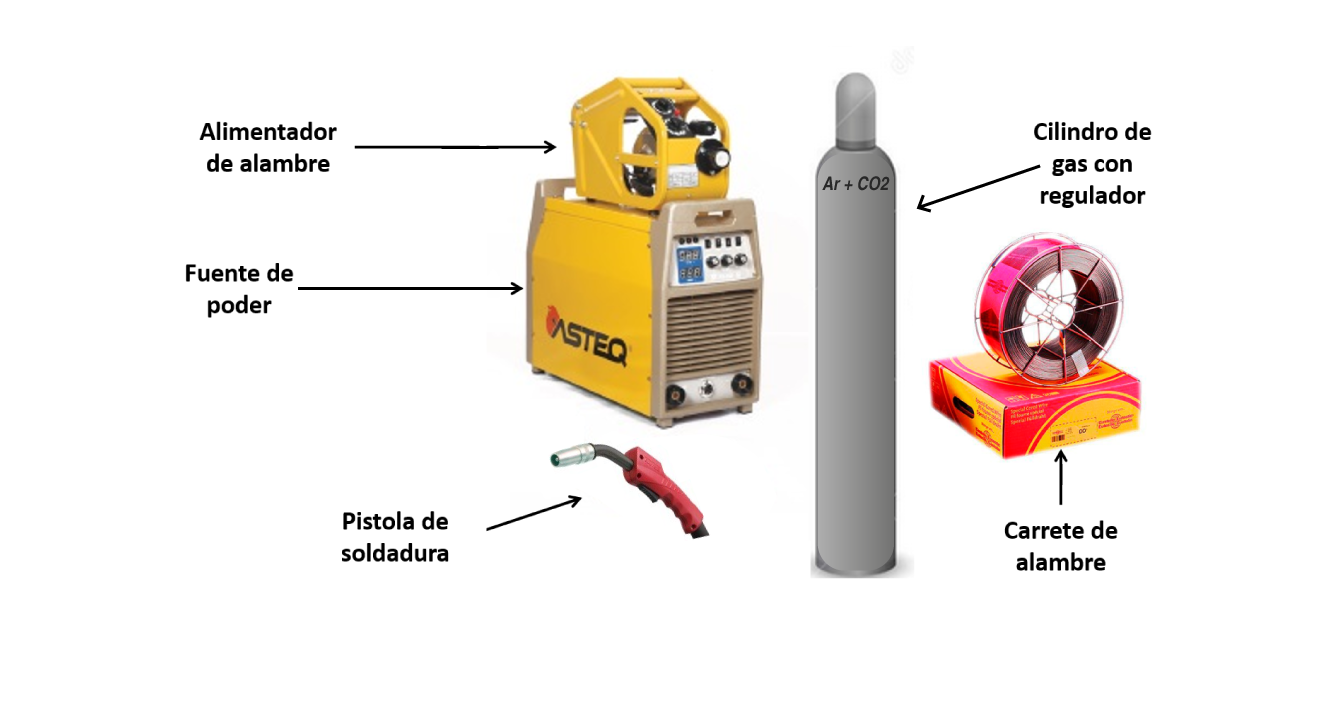
Equipo de soldadura (GMAW)
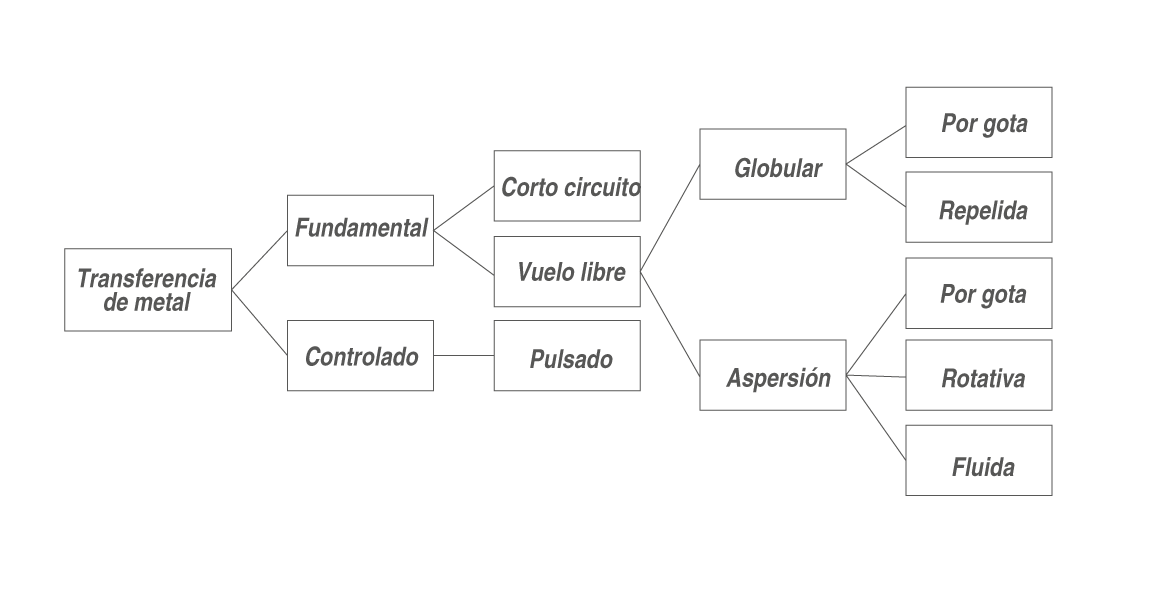
Modos de tranferencia (GMAW)
Gases de protección (GMAW)
Gases de protección para transferencia por cortocircuito
| Gases de protección | Comportamiento químico | Aplicaciones típicas |
|---|---|---|
| Argón (Ar) | Inerte | Todos los metales excepto aceros al C y de baja aleación |
| Helio (He) | Inerte | Al, Mn, Cu y sus aleaciones |
| Ar + 20% - 80% He | Inerte | Aceros inoxidables y aceros aleados. |
| Ar + 1% - 2% O2 | Ligeramente oxidante | Aceros inoxidables y aceros aleados. |
| Ar + 3% - 5% O2 | Oxidante | Aceros al C y algunos de baja aleación. |
| CO2 | Oxidante | Aceros al C y algunos de baja aleación |
| Ar + 20% - 50% CO2 | Oxidante | Varios aceros |
| 90% He + 7.5% Ar + 2.5CO2 | Ligeramente oxidante | Aceros inoxidables |
Proceso de soldadura (GMAW)
Ventajas
- Permite aplicar soldaduras en cualquier posición.
- Es un proceso semiautomático.
- Reduce los tiempos de aplicación porque no es necesario desescoriar.
- Permite soldar materiales ferrosos y no ferrosos.
Desventajas
- Es sensible a las corrientes de aire.
- Debe realizarse adecuada limpieza sobre los rodillos del alimentador de alambre.
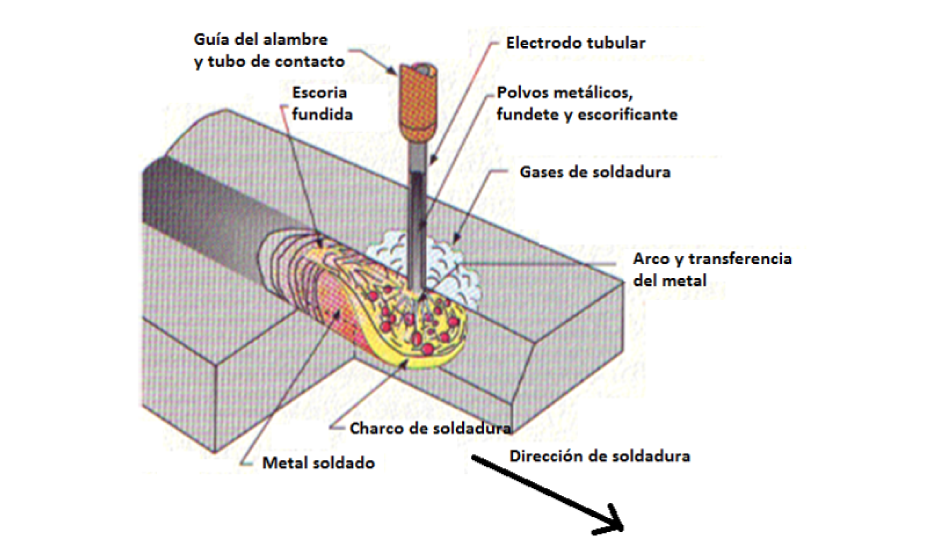
Soldadura por arco con electrodo tubular con núcleo fundente (FCAW)
Este proceso es muy similar al GMAW con la excepción de que el electrodo no es macizo sino que tiene una configuración tubular que contiene un fundente granular en su interior.
Cuando se deposita un cordón de metal se solidifica y queda cubierto por una capa de escoria proveniente del fundente del electrodo.
Electrodos - FCAW
FCAW- S: el electrodo es autoprotegido; es decir, no requiere de protección externa para su aplicación.
FCAW-G: existe la necesidad de utilizar un gas protector.
Cada tipo de electrodo tiene sus particularidades respecto a la polaridad, los requisitos de protección, el número de pases y las posiciones aplicables.

Identificación AWS de los electrodos - FCAW
Posición:
0 – Posición plana o filetes en posición horizontal.
1 – Todas las posiciones de soldadura
Último dígito:
3, 4, 6, 7, 8, 10 u 11 corresponden a electrodos auto-protegidos
1, 2 ó 5 requieren de protección externa.
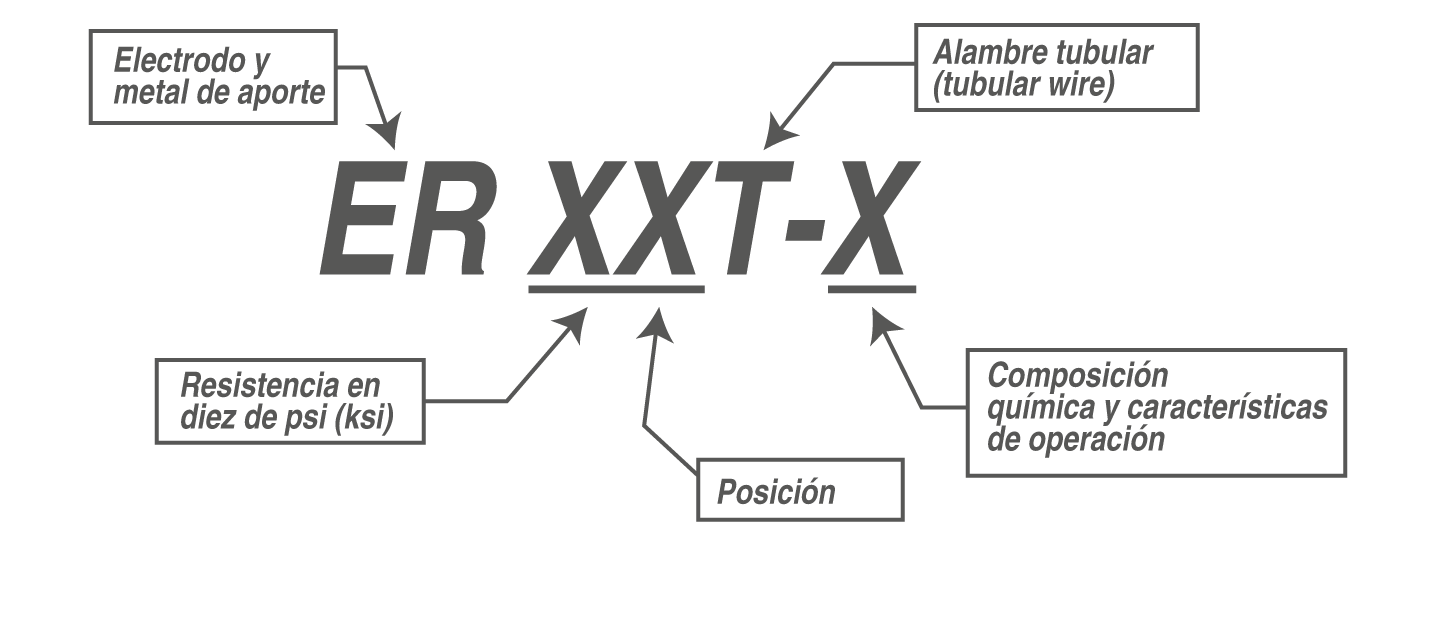
Identificación AWS de los electrodos - FCAW
Composición química y características de operación
| Clasificación AWS | Técnica operativa | Protección externa | Polaridad |
|---|---|---|---|
| E XXT - 1 | Pases múltiples | CO2 | CD - positiva |
| E XXT - 2 | Pase simple | CO2 | CD - positiva |
| E XXT - 3 | Pase simple | No | CD - positiva |
| E XXT - 4 | Pases múltiples | No | CD - positiva |
| E XXT - 5 | Pases múltiples | CO2 | CD - positiva |
| E XXT - 6 | Pases múltiples | No | CD - positiva |
| E XXT - 7 | Pases múltiples | No | CD - negativa |
| E XXT - 8 | Pases múltiples | No | CD - negativa |
| E XXT - 10 | Pase simple | No | CD - negativa |
| E XXT - 11 | Pases múltiples | No | CD - negativa |
| E XXT - G | Pases múltiples | (1) | (1) |
Equipo de soldadura - FCAW
El equipo de FCAW es esencialmente el mismo que el utilizado para GMAW pero la fuente de potencia tiene mayor capacidad, las pistolas de soldadura soportan mayores corrientes y la necesidad o no de fuente de gases.
La fuente de potencia puede ser de voltaje constante o corriente constante para el caso del equipo Teromatec. En general será de voltaje constante.
Proceso de soldadura (FCAW)
Ventajas
- Tiene buena operación sobre superficies relativamente contaminadas.
- Altas tasas de deposición, alta productividad.
- Permite aplicaciones en fábrica y en campo.
- El arco tiene una buena penetración lo cual reduce las discontinuidades por falta de fusión.
Desventajas
- Es necesario remover escoria entre las capas de soldadura.
- Tiene una alta producción de humos.
- Pueden darse inclusiones de escoria.
- La velocidad de aplicación es crítica para evitar que queden inclusiones de escoria.
Soldadura por arco con electrodo de tungsteno y protección gaseosa (GTAW)

Generalidades - GTAW
El electrodo que se utiliza para establecer el arco eléctrico no se consume durante la operación de soldadura.
Se utiliza un electrodo de diámetro pequeño fabricado de tungsteno (wolframio) y una protección gaseosa de Argón o Helio.
Cuando se requiere metal de aporte para las soldaduras, este tiene que ser adicionado por una fuente externa ya sea manualmente o mediante un sistema de alimentación de alambre mecánico.
Elementos aleantes - GTAW
Los elementos de aleación que se adicionan a los electrodos sirven para:
- Mejorar la habilidad de arranque del arco.
- Mejorar la estabilidad del arco.
- Mejorar la capacidad para conducir corriente.
- Mejorar la resistencia a la contaminación.
- Mejorar el tiempo de vida de operación.

Sistema AWS de identificación del electrodo - GTAW
| Clasificación | Aleación | Color |
|---|---|---|
| EWP | Tungsteno puro al 99.5% | Verde |
| EWCe-2 | 1.8 - 2.2% de óxido de Cerio | Naranjado |
| EWLa-1 | 1% de óxido de Lantano | Negro |
| EWTh-1 | 0.8 - 1.2% de óxido de Torio | Amarillo |
| EWTh-2 | 1.7 - 2.2% de óxido de Torio | Rojo |
| EWZr-1 | 0.15 - 0.40% de óxido de Circonio | Café |
Tipos de
corriente - GTAW
- CDEN: Tiende a calentar el metal base
- CDEP: Tiende a calentar el electrodo
- CA: Calienta de manera alternada el electrodo y el metal base. Utilizada para soldar aluminio.
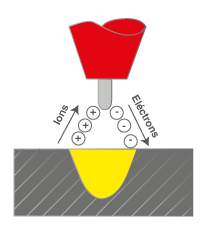
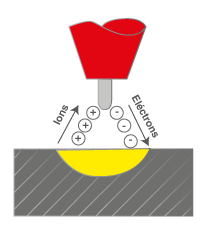
Efectos de la corriente - GTAW
| Tipo de corriente | CD | CD | CA (balanceada) |
|---|---|---|---|
| Polaridad del electrodo | Negativa | Positiva | |
Flujo de iones y electrones Condiciones de penetración |
 |
 |
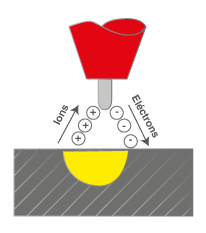 |
| Acción de limpieza de óxidos | NO | SI | SI, una vez cada medio ciclo |
| Balance térmico en el arco (Aprox.) | 70% en la pieza, 30% en el eléctrodo | 30% en la pieza, 70% en el eléctrodo | 50% en la pieza, 50% en el eléctrodo |
| Penetración | Profunda y estrecha | Superficial y amplia | Media |
| Capacidad del eléctrodo | Excelente (ej: Ø3.2mm - 400 A) | Mala (ej: Ø6.35mm - 120 A) | Buena (ej: Ø3.2mm - 225 A) |
Proceso de soldadura (GTAW)
Ventajas
- Permite soldar, virtualmente, todos los elementos.
- Permite soldar espesores hasta de 0.125mm.
- Es un proceso limpio y de operación controlada.
- Se pueden obtener soldaduras de alta calidad y excelente apariencia visual.
- El depósito no produce escoria.
Desventajas
- Es un proceso muy lento.
- Soporta bajos niveles de contaminación y humedad.
- Requiere un soldador muy hábil.
- Presenta inclusiones de tungsteno (wolframio).
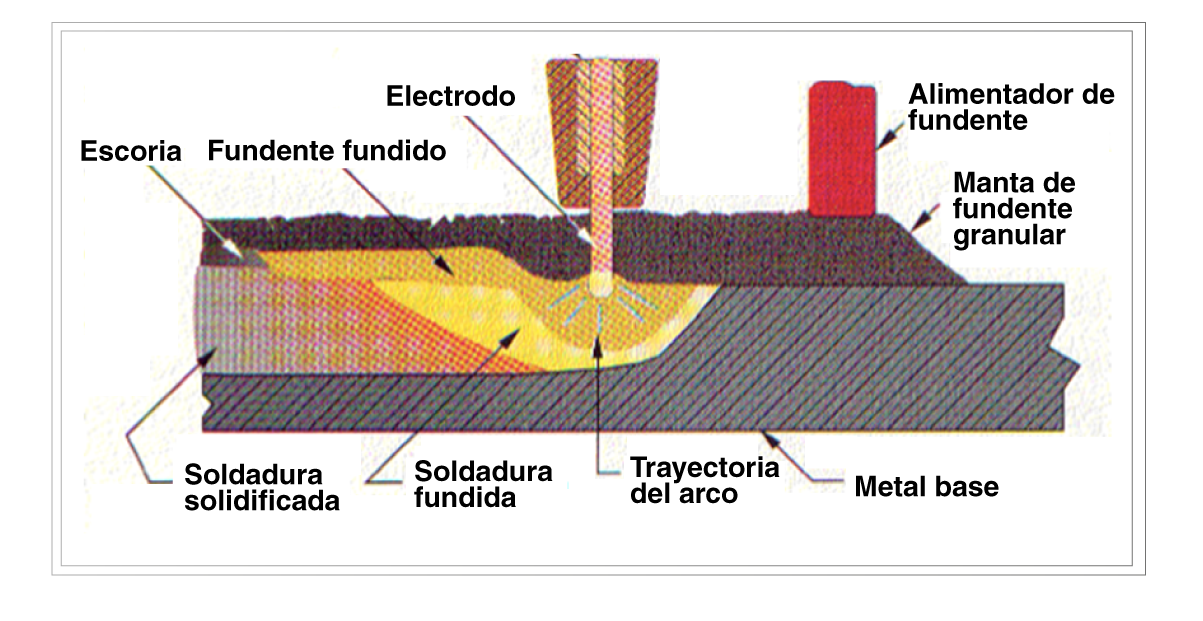
Soldadura por arco sumergido (SAW)

Generalidades - (SAW)
Se caracteriza por el uso de un electrodo de metal sólido alimentado continuamente. Cuando se aproxima a las piezas por soldar, forma un arco eléctrico totalmente cubierto por una capa de fundente granular.
Existen numerosas combinaciones electrodo/fundente según la aplicación específica.
La fuente de potencia puede ser de voltaje o corriente constante. Requiere un alimentador de alambre y un contenedor para el fundente que se ubica sobre la pistola de soldadura.
Las combinaciones generales son:
- Electrodo aleado con fundente neutro.
- Electrodo de acero al carbono con un fundente que aporte elementos de aleación.
Proceso por arco sumergido - (SAW)
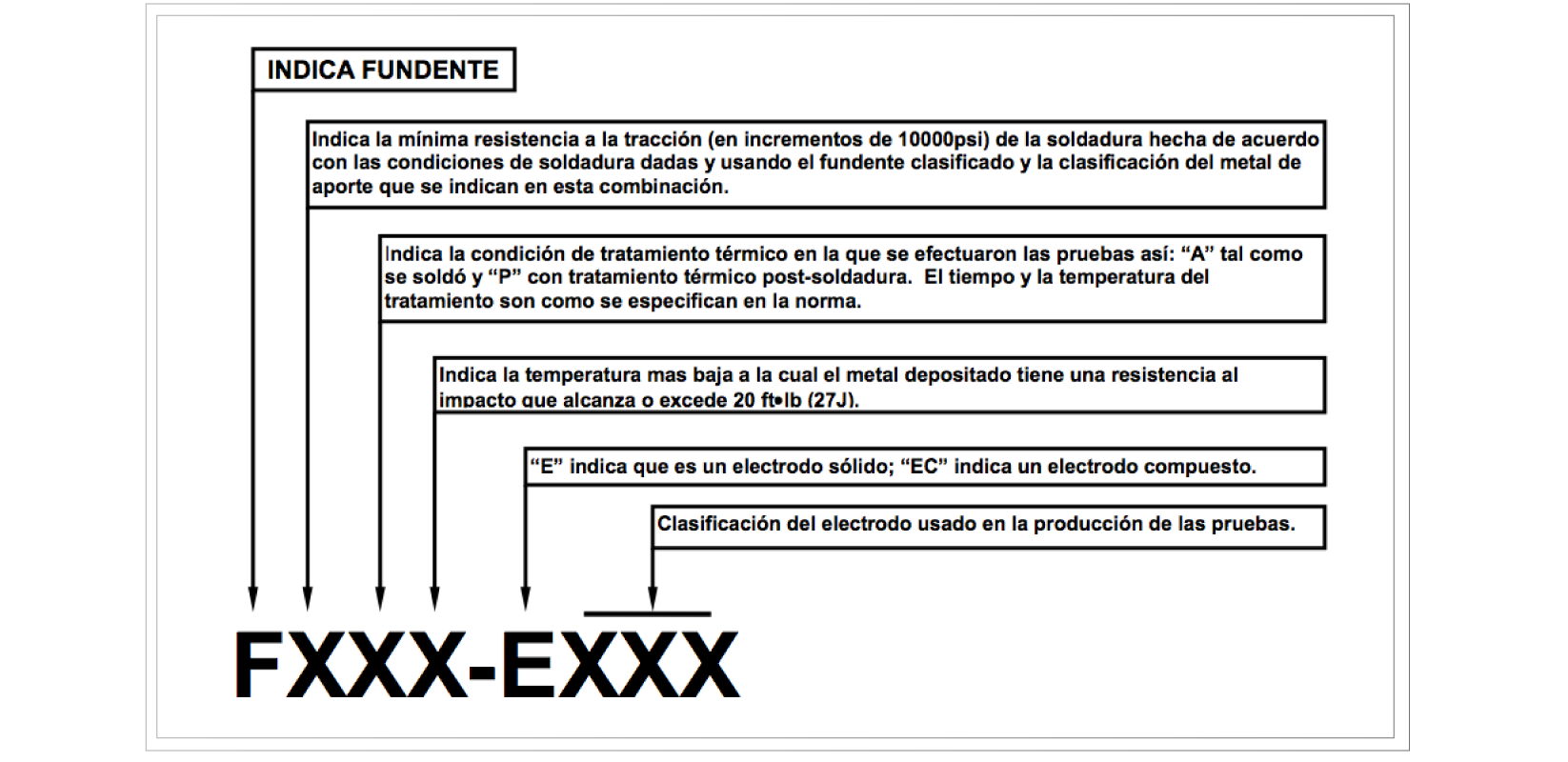
Sistema AWS de identificación del electrodo - (SAW)
Proceso de soldadura (SAW)
Ventajas
- Altas tasas de deposición.
- El arco eléctrico no es visible.
- Se generan menos humos durante el proceso.
- Es muy útil cuando se requieran penetraciones profundas.
Desventajas
- Solo puede utilizarse en posiciones plana y filete horizontal.
- El operario no puede mirar cómo está quedando el cordón.
- Es necesario remover grandes cantidades de escoria.
- Los electrodos deben almacenarse.
- Se puede fisurar durante la solidificación porque la relación ancho/profundidad pueden estar en niveles extremos.
