
Introducción
Al terminar este curso reconocerás los diferentes tipos de aceros y las propiedades estructurales de cada uno, de acuerdo a su composición y contenido de carbono.
Estarás en capacidad de analizar el diagrama de fases y diferenciar las estructuras de las diferentes aleaciones de aceros.
También sabrás para qué sirven los procesos de temple y revenido y de qué manera actúan en el acero, modificando sus propiedades según sus aplicaciones en los diferentes procesos industriales.
Aceros
Clasificación según su uso:
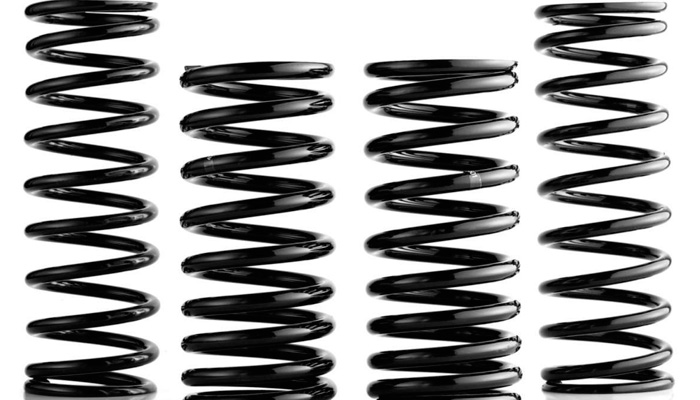
Aceros estructurales





Propiedades características:
Buena durabilidad y alta resistencia mecánica
Aceros para maquinaria
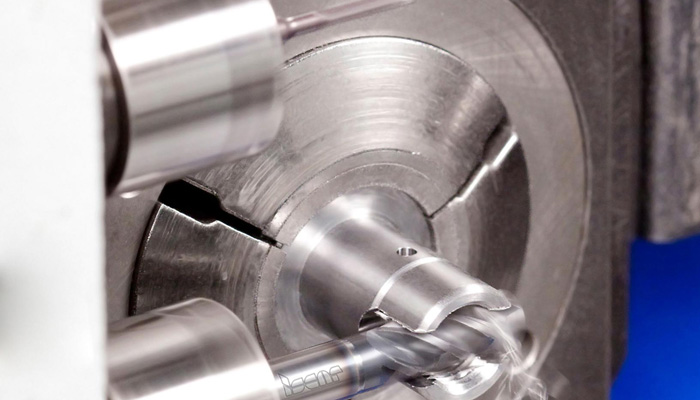
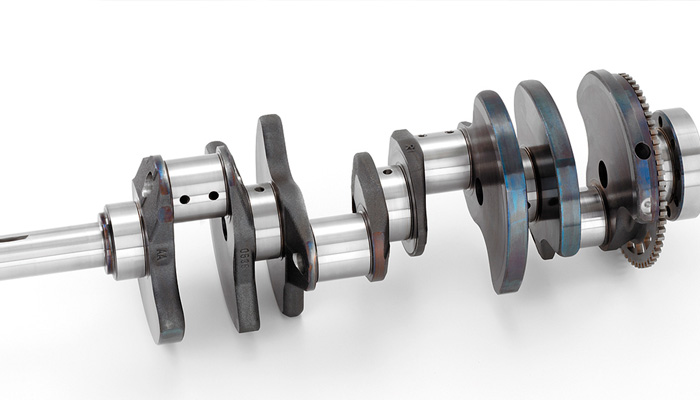


Propiedades
- Tenacidad
- Resistencia a la tracción
- Resistencia a la tracción moderada
- Resistencia a la fatiga
- Resistencia a la fatiga baja
- Resistencia a la torsión
- Resistencia a la torsión baja
- Resistencia a la torsión baja
Aceros de herramientas


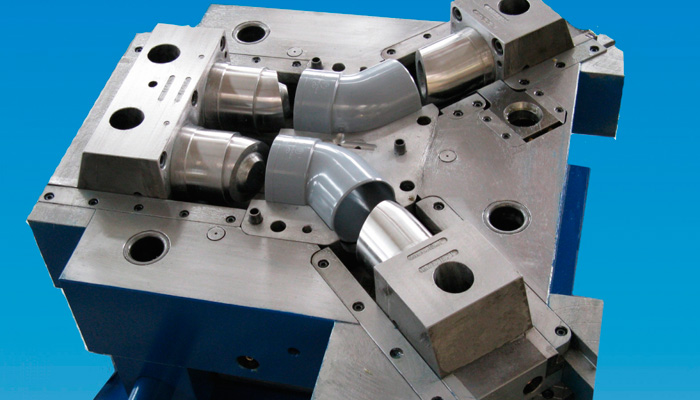


Propiedades especiales
- Maquinabilidad
- Tenacidad
- Dureza
- Resistencia al desgaste
- Estabilidad dimensional
- Tratamiento térmico
- Conservación de filo
- Templabilidad
Diagrama de fases Fe-C
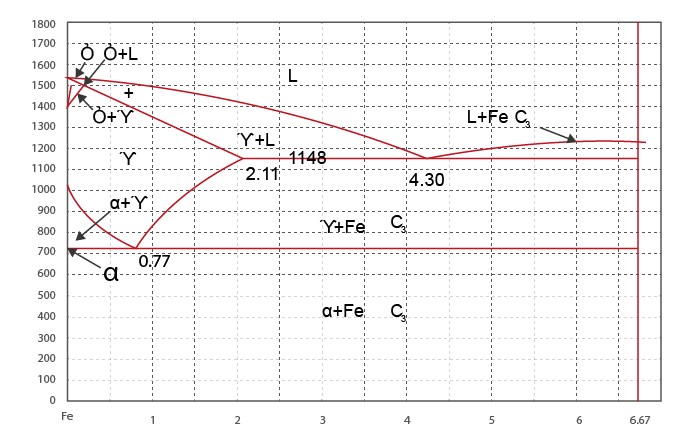
Fases del acero
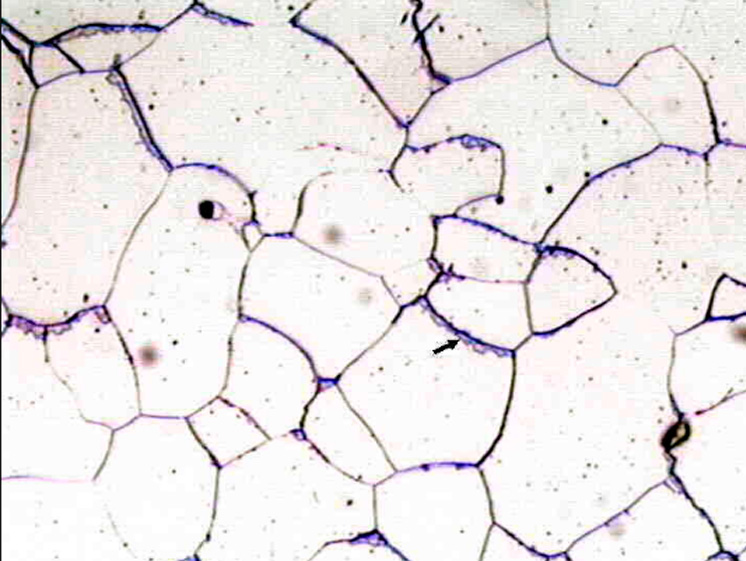
Cementita
Ferrita
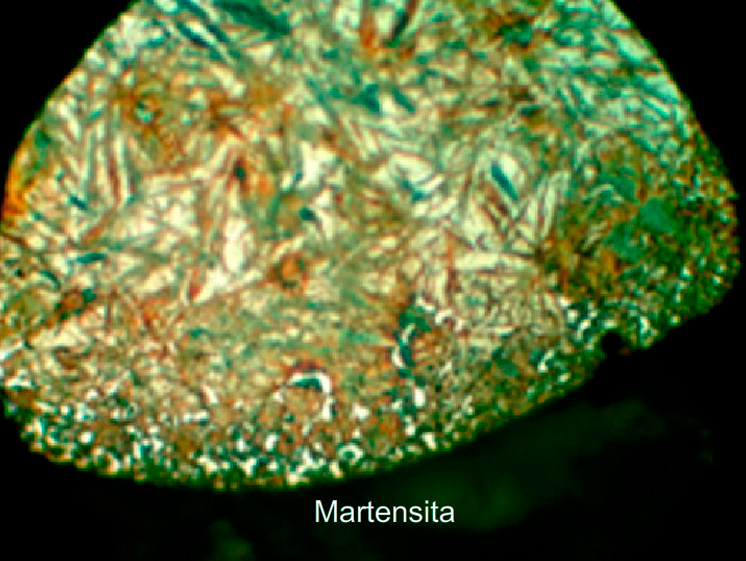
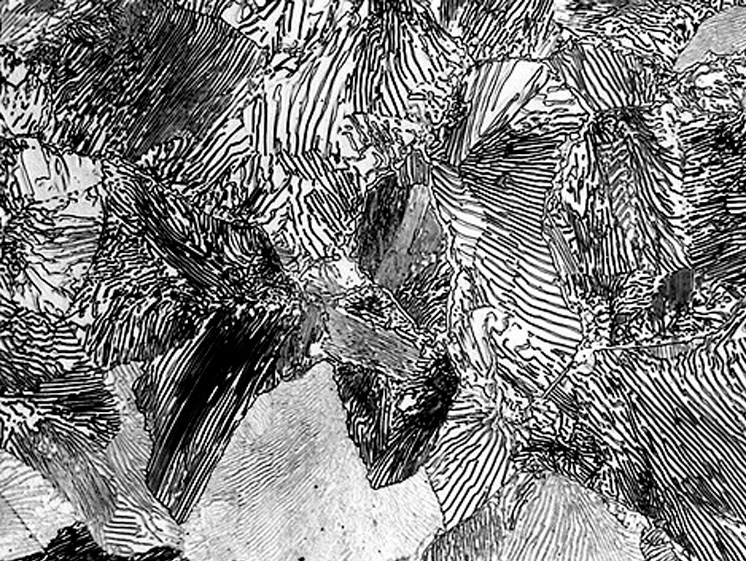
Martensita
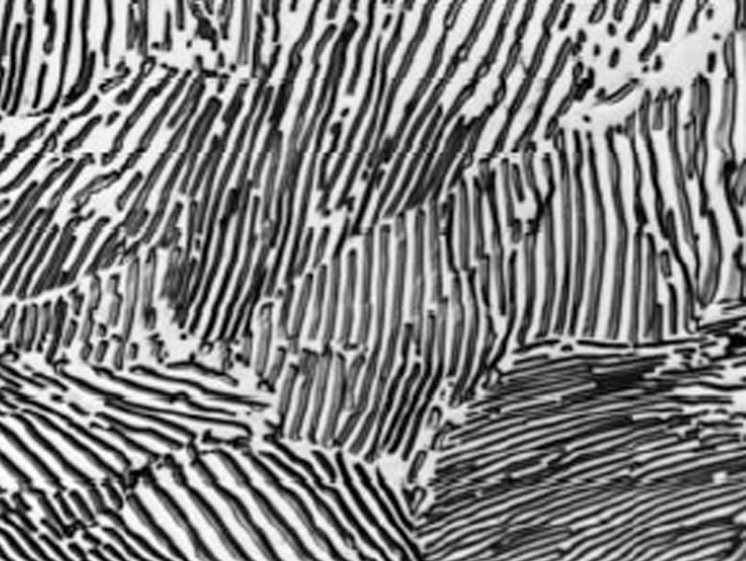
Perlita

Tratamientos térmicos
Clasificación de los tratamientos
Se pueden distinguir cuatro diferentes tratamientos:
-
Tratamientos térmicos
Con este tipo de tratamiento, los metales son sometidos a procesos térmicos en los que no se varía su composición química aunque sí su estructura interna y, por tanto, sus propiedades. Especialmente la dureza, la resistencia y la elasticidad.
-
Tratamientos termoquímicos
Forman parte de los tratamientos térmicos. Las piezas son sometidas a calentamientos y enfriamientos adecuados pero la diferencia con el tratamiento térmico radica en que previamente la pieza se ha recubierto con una sustancia química que modifica su estructura superficial. Normalmente para el recubrimiento se utiliza Carbono, Nitrógeno o sulfatos.

Clasificación de los tratamientos
Se pueden distinguir cuatro diferentes tratamientos:
-
Tratamientos mecánicos
Tienen por objeto mejorar las características de los metales por medio de deformación mecánica, pudiendo realizarse en caliente o en frío. Cuando es en caliente, se lleva el metal a una temperatura determinada y se golpea fuertemente, así se mejora la estructura interna del material y por ende sus propiedades mecánicas.
En frío se deforma el metal a temperatura ambiente lo que mejora el aumento de dureza y de resistencia a la tracción pero disminuye su plasticidad y tenacidad.
-
Tratamientos superficiales
Se mejoran las propiedades de la superficie de los metales sin alterar su composición química. En este caso, a diferencia de los tratamientos termoquímicos, no es necesario someter el material a ningún proceso de calentamiento. Los más característicos son el cromado y el galvanizado.
-
Tratamientos térmicos
Es una combinación de operaciones de calentamiento y enfriamiento con tiempos determinados, aplicados a materiales o aleación en el estado sólido, con el fin de inducir cambios en la estructura interna (modificar la distribución atómica), produciendo cambios en las propiedades físicas, mecánicas y químicas.
Ventajas de los Tratamientos Térmicos
- Estructura de mejor dureza y maquinabilidad.
- Elimina tensiones internas y evita deformaciones después del mecanizado.
- Estructura más homogénea.
- Máxima dureza y resistencia posible.
- Varía algunas de las propiedades físicas.
Importante
Los tratamientos térmicos son fundamentales para optimizar las propiedades mecánicas de los aceros y lograr el mejor rendimiento en aplicaciones específicas.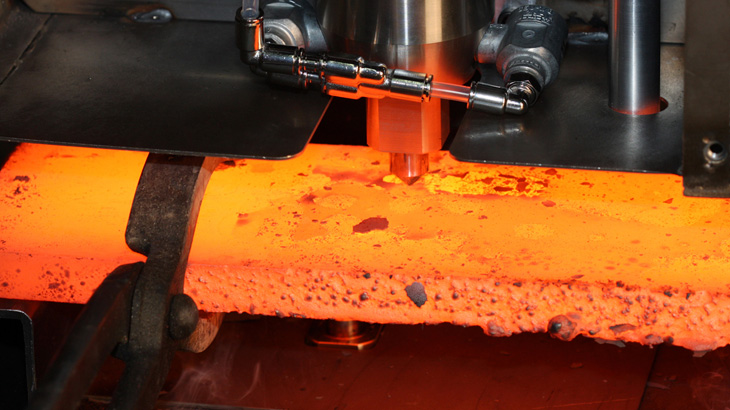

Temple
Temple
- Su finalidad es aumentar la dureza y la resistencia del acero. Para ello, se calienta el acero a una temperatura ligeramente más elevada que la crítica superior y se enfría luego más o menos rápidamente (según características de la pieza) en un medio como agua, aceite, etc.
- Al elevar la temperatura del acero, la ferrita y la perlita se transforman en austenita, que tiene la propiedad de disolver todo el carbono libre presente en el metal. Si el acero se enfría despacio, la austenita vuelve a convertirse en ferrita y en perlita, pero si el enfriamiento es repentino, la austenita se convierte en martensita.

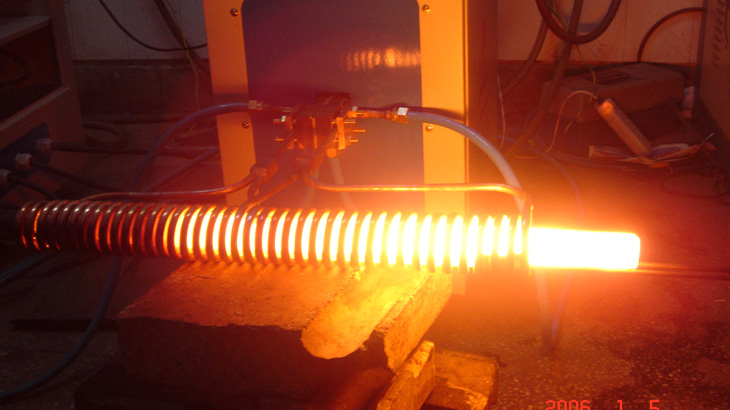
Factores que determinan la posibilidad de temple
- Templabilidad
- La velocidad de enfriamiento

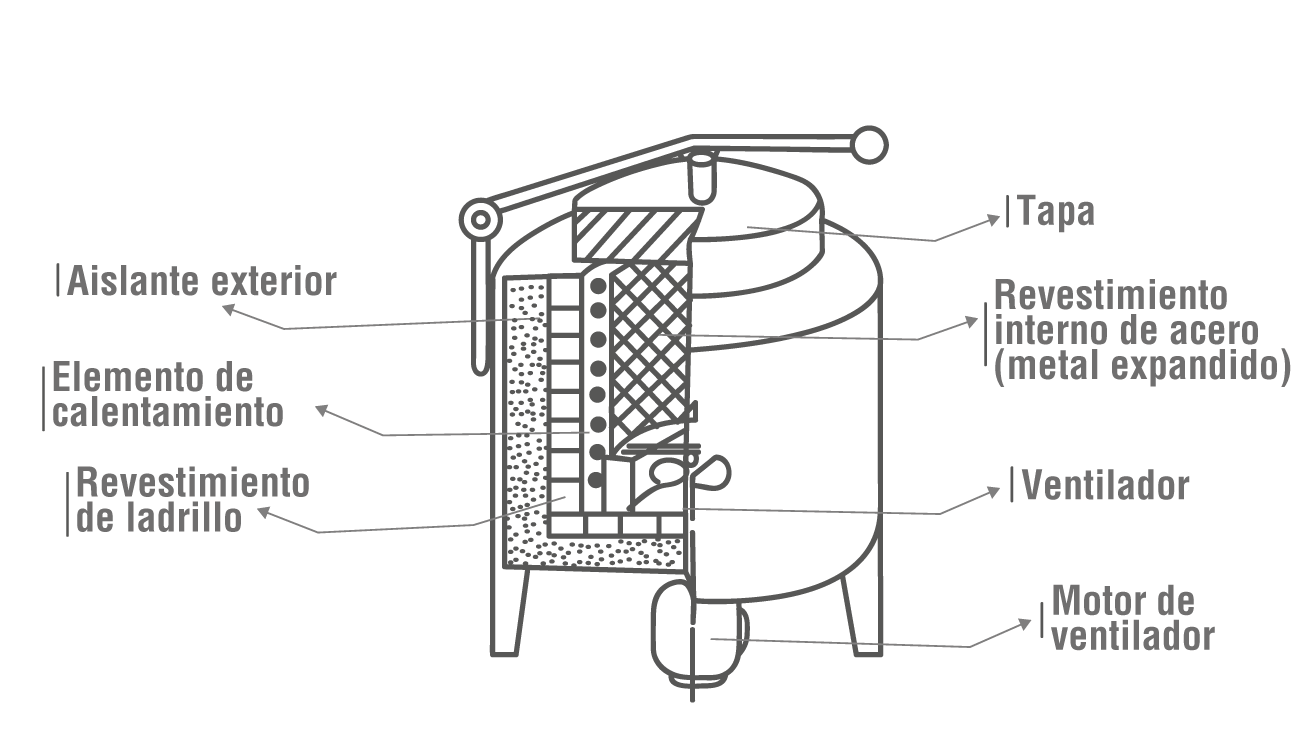
Horno de vacío

Horno de atmósfera controlada

Horno de baño de sales
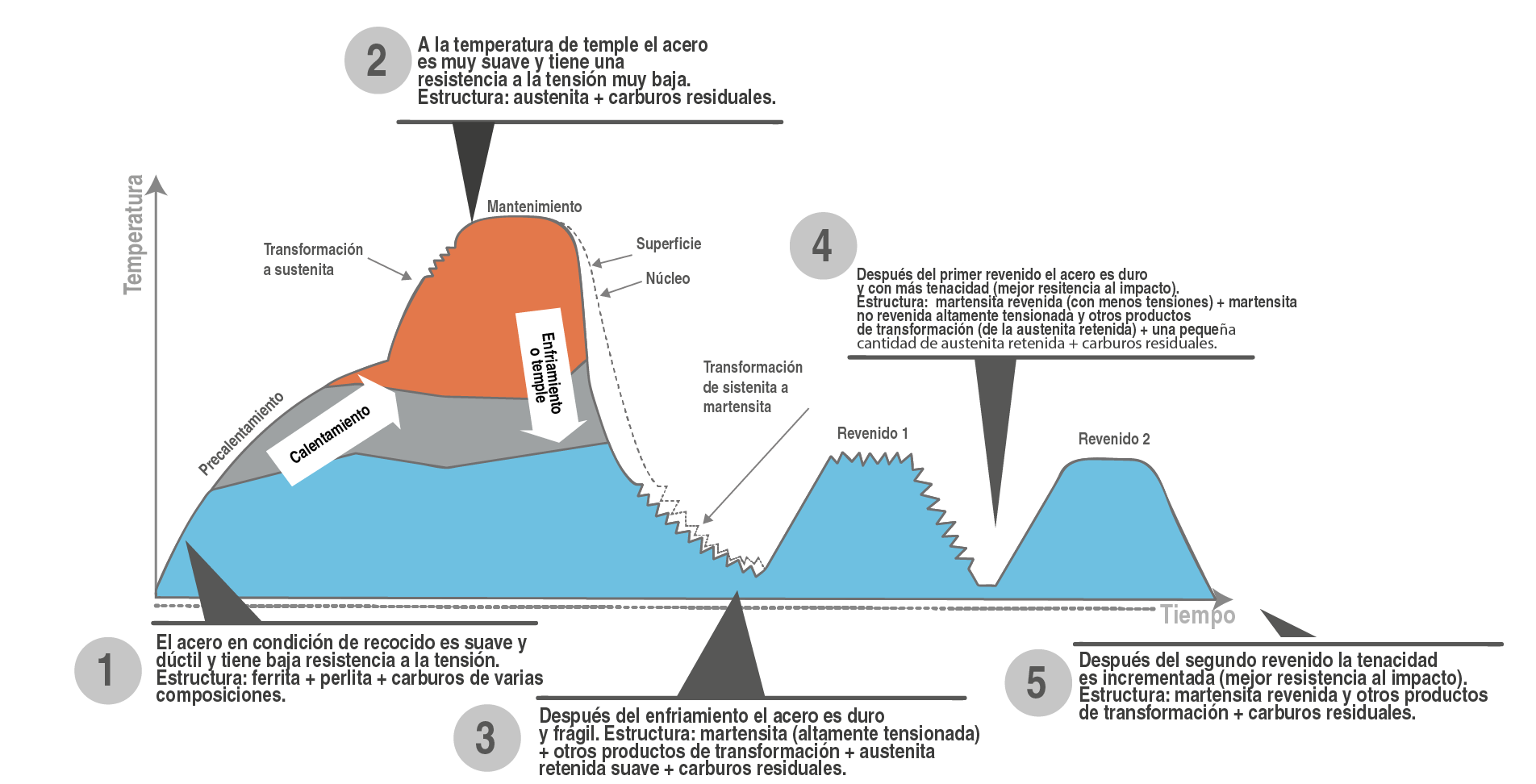
Diagrama de temple
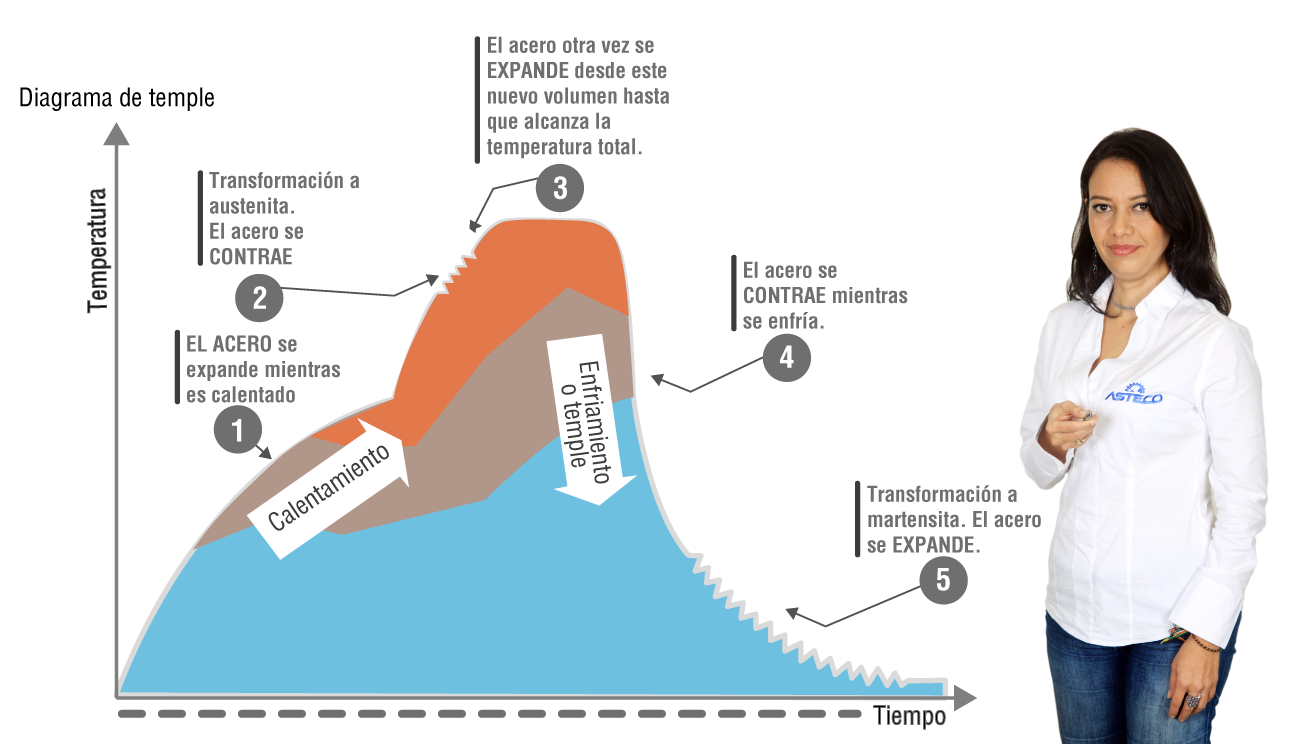
Calentamiento
- Precalentamiento
- Calentamiento final
- Tiempo a temperatura
Enfriamiento o temple
Sumergiendo la herramienta a temperatura de temple en un líquido (aceite, sal fundida) o enfriando en un gas (aire).
Revenido
Recalentando la herramienta templada a un temperatura más baja (1500-600°C) una o varias veces.

Revenido
Sólo se aplica a aceros previamente templados, para disminuir ligeramente los efectos del temple, conservando parte de la dureza y aumentando la tenacidad. El revenido se distingue básicamente del temple en cuanto a temperatura máxima y velocidad de enfriamiento.

Horno de revenido
Curva de temple y revenido
Recocido
Horno para recocido de alambre de acero

Objetivos
Ablandar el acero - regenerar, estructurar, eliminar tensiones.
Método
Calentamiento y enfriamiento muy lento.
Consiste básicamente en un calentamiento hasta temperatura de austerización (800-925 °C) seguido de un enfriamiento lento. Con este tratamiento se logra aumentar la elasticidad, mientras que disminuye la dureza. También facilita el mecanizado de las piezas al homogeneizar la estructura, afinar el grano y ablandar el material, eliminando la acritud que produce el trabajo en frío y las tensiones internas.
